Definição:
É o ataque destrutivo sofrido por um material em consequência da ação química ou eletroquímica do meio.
1 - Corrosão química:
Os elétrons saem do metal para o meio corrosivo no próprio local onde são liberados.
São exemplos:
ação álcalis sobre o alumínio e suas ligas e ácido sulfurico sobre o ferro e suas ligas.
2 - Corrosão eletroquímica:
Os elétrons são liberados num local (anodo), conduzidos através de um condutor e incorporados em outro local (catodo), devido a diferença de potencial entre os dois locais. Quanto mais distanciados estiver um metal do outro na série galvânica (tab. 1) maior será a intensidade da corrosão, se ambos foram colocados na presença de um eletrólito comum. O metal de maior potencial de oxidação (anodo) será corroído.
São exemplos:
Corrosão galvânica (metais dissimilares), corrosão por separação diferencial, etc...
Série Galvânica das ligas e metais:
Extremidade anódica (maior susceptibilidade de corrosão) .
Grupo 1 --- Magnésio - Ligas de magnésio .
Grupo 2 --- Zinco - Clad 7075 - Clad 6061 .
Grupo 3 --- 5052 - Clad 2024 .
Grupo 4 --- 6061-T6 - 7075-T6 - 7178 .
Grupo 5 --- Cádmio .
Grupo 6 --- 2017-T4 - 2024-T3 - 2024-T4 - 2014-T6 .
Grupo 7 --- Ferro e aço - Ferro fundido - Cromo .
Grupo 8 --- Aço inox 18-8 .
Grupo 9 --- Chumbo - Estanho - Níquel .
Grupo 10 -- Latão - Cobre - Bronze - Titânio - Monel .
Grupo 11 -- Prata - Ouro - Platina
Extremidade catódica (menor susceptibilidade de corrosão)
Para que um material metálico em certo meio sofra corrosão é preciso que:--- A energia livre do sistema material metálico / meio seja maior do que a energia dos produtos da reação ( /\N, /\P e /\T, em geral são nulos). O sistema, neste caso, possui a condição termodinâmica favorável. Condição termodinâmica favorável pode ser expressa em termos de energia, ou em termos de caráter anódico da reação de corrosão ( Me ---> Me+n + ne-) relativamente a processos catódicos, porque a energia livre (/\G) e diferença de potencial (E) entre o processo anódico e catódico estão relacionados
/\G = -nFE --- A velocidade de transformação do metal no produto da corrosão seja alta.
O desfavorecimento do e qualquer uma dessas condições, ou de ambas, causará uma diminuição da corrosão.
Esse constitui o objetivo básico dos métodos de proteção contra a corrosão. Há métodos que visam sobretudo a redução do fator cinético. A proteção catódica visa atender ou eliminar a condição termodinâmica que é, como já foi dito, a condição necessária sem a qual não há corrosão. É de fato, a proteção catódica o único método capaz de reduzir a zero a corrosão.
Há outro métodos que visam sobretudo tornar desfavorável a condição cinética. Os processo de proteção, por recobrimento com películas não metálicas, visam diminuir a velocidade da corrosão pela interposição de uma barreira entre o meio e material metálico.
Do ponto de vista termodinâmico, a corrosão de um material metálico pode ser representada da seguinte forma:
MINÉRIO + ENERGIA <-- metalurgia / corrosão --> METAL + MEIO
A corrosão de um determinado metal é sempre função do meio.
Pela equação acima podemos observar que para obtenção de um metal, temos que fornecer energia ao minério. Dessa forma, o metal apresenta um conteúdo energético superior ao minério que lhe deu origem. Como na natureza as espécies químicas tendem a liberar energia para adquirir maior estabilidade, podemos concluir que o processo de corrosão do metal é espontâneo, pois há liberação de energia.
Os processos de corrosão são reações químicas que se passam, geralmente, na superfície do metal e obedecem leis químicas bem definidas.
A equação fundamental da corrosão é:


No anodo, onde ocorre a corrosão, átomos dometal perdem um ou mais elétrons (oxidação) e entram na solução sob a forma de cátions. As cargas negtivas correspondents, os elétrons, caminham do anodo, através do condutor metálico, para o catodo (metal protegido). Daí, poderemos concluir que para a formação de uma pilha de corrosão ou galvânica são necessários os seguintes elementos: ANODO, CATODO, CONDUTOR METÁLICO E ELTRÓLITO.
Através de experiências com diversas soluções (meios) existentes, elaboram-se as chamadas escalas de nobrza, onde se pode saber se um metal do mar tem-se a "tabela 2". Por essa tabela pode-se compreender porque os navios utilizam peças de zinco para proteger seus cascos (proteção catódica por anodo de sacrificio) que são de ferro e porque algumas ligas de alumínio recebem o Alclad (camada de alumínio)
 Tipos e formas de corrosão:
Tipos e formas de corrosão:
O tipo e a forma de uma corrosão fornece, geralmente, a causa que lhe deu origem. Em equipamentos aeronáuticos em geral, não se verifica apenas a ocorrência de um único tipo ou forma, o que torna mais dificil a tomada de medidas corretivas.
1 - Tipos de corrosão:
Corrosão quanto ao tipo pode ser dividida, didaticamente, como o quadro abaixo:
 a - Corrosão Microbiológica:
a - Corrosão Microbiológica:
Para que este tipo de corrosão ocorra se faz necessário a presença dos seguintes elementos no tanque de combustível de aeronaves: esporos ou microorganismos , combustível e água.
É causada pela atividade metabólica de vários microorganismos (fungos e bactérias) que vivem na interface água-combustível, alimentando-se de hidrocarbonetosmanganês, selantes dos tanques e outras impurezas. O metabolismo destes microorganismos forma no fundo do tanque uma camada lodosa que provoca os seguintes processos de corrosão:
A água é o elemento mais fácil de ser eliminado para prevenção do crescimento microbiológico, através de drenagens diárias antes de iniciar o primeiro voo do dia ou em aeronaves que permaneçam no solo por mais de quatro horas. Faça a drenagem até que a amostra do tanque esteja isenta de água. Existem Kit's para detecção de água assim como detecção de microorganismos (Boron Test Kit).
É aquela em que a corrosão é provocada com a participação de uma corrente elétrica gerada internamente pela formação de uma pilha com os próprios constituintes do sistema.
Dos tipos de pilhas que podem provocar a corrosão galvânica citaremos a s mais importantes:
A experiência mostra que quando colocamos dois metais diferentes em um líquido condutor de eletricidade e estabelecemos um íntimo contato de corrente dependerão da natureza dos metais, do líquido, da ligação entre eles e das condições de temperatura e pressão do conjunto.
Em nossos equipamentos são comuns e inevitáveis as ocorrências de tais junções metálicas, as quais são impostas por fatores diversos, tais como preço, peso, resistência estrutural, etc...
Na construção de um avião, a prevenção contra a corrosão embora seja levada em consideração, não constitui a parte mais importante do projeto. Seria impossível, impraticável e anti-econômico, construir um avião de um único material, visando unicamente, evitar os problemas de corrosão por metais dissimilares. Então diante dessa impossibilidade compete aos responsáveis pela manutenção e conservação das inevitáveis junções de materiais dissimilares, e em caso de início de corrosão estabelecer o exato processo corretivo, que poderá consistir de uma simples remoção e tratamento ou de substituição da(s) partes(s) afetada(s).
Nos casos de substituição das partes atacadas, ou em caso de reparo das mesmas, é solicitada a intervenção de delineador cujo trabalho, além das consultas as publicações técnicas consiste também na avaliação do grau de proteção contra a corrosão das partes que ficarão em contato em presença de um determinado meio corrosivo.
As tabelas como a contida na Tabela 1, série galvânica das ligas e metais, fornecem ao delineador informações valiosas para a escolha dos materiais comumente usados nos trabalhos de fabricação de peças, substituições e reparos estruturais. As tabelas permitem uma avaliação do maior, somos forçados a lançar mão de junções dos referidos materiais dissimilares.
Quanto mais distantes estiverem os dois materiais na série galvânica, maior a susceptibilidade de ataque corrosivo.
O exposto acima, confirma que ao escolhermos um material para fazer um reparo, de modo que não se possa evitar a dissimilação, devemos orientar a nossa seleção de modo que os metais que estarão em contato, estejam bem próximos na tabela, isto é, o n° 1 com o n° 2, o n° 20 com o n° 21, e assim por diante.
Na prática, nem sempre isso é possível, então lançaremos mão de determinados artifícios para atenuar a ação da pilha formada quando somos obrigados a usar, por exemplo, ligas de magnésio em contato com alumínio 2024-T4. Um outro exemplo típico, é o contato inevitável do parafuso de aço com a chapa de alumínio da maioria das fixações. Não podemos substituir a chapa de alumínio por aço e nem o parafuso de aço por alumínio. Se verificarmos na tabela 1 ou na série galvânica das ligas e matais, nestas condições, se nenhuma prevenção for utilizada, teremos, totalmente, um sério problema de corrosão com ataque serio ao alumínio, embora possa parecer que o aço esteja sendo atacado preferenciamente.
No caso do parafuso de aço usado como fixação de uma chapa de alumínio, recomenda-se um banho de cádmio no parafuso, para com isto, diminuirmos a distância entre os materiais na tabela de nobreza, diminuindo consequentemente o potencial da pilha formada.
É evidente que o cádmio, embora lentamente, será atacado. Porém, é muito mais fácil dar um novo banho de cádmio no parafuso durante uma revisão do que trocar uma chapa inutilizada pela corrosão. O banho de cádmio, além de diminuir a distância entre os dois materiais na tabela, ainda promove uma proteção catódica à cabeça do parafuso exposta ao meio ambiente.
Se o delineador desejar mais proteção para o caso em questão poderá recomendar a pintura da chapa, após a fixação, para evitar o contato do eletrólito com os metais dissimilares.
Um exemplo típico deste tipo de corrosão, é o que ocorre frequentemente no compartimento de carga da aeronave militar "Hércules" na pilha de corrosão formada pela argola de amarração (aço inoxidável) e o piso (liga de alumínio 7178), tendo como eletrólito os respingos líquidos do mictório, resto de alimentos e umidade.
A natureza dos materiais dissimilares em contato, geralmente é imposta pela resistência mecânica exigida pelo sistema, restando apenas ao delineador um só requisito que é o tratamento superficial, para com ele promover a resistência do sistema à corrosão. Evidentemente, nem sempre isso ocorrerá, em outros casos no delineamento poderão ocorrer as modificações de outros itens básicos.
Alguns metais e ligas tendem a tornar-se passivos devido à formação de uma película fina e aderente de óxido ou outro composto insolúvel nas suas superfícies. Entre esses metais e ligas tem-se: alumínio, aço inoxidável, cromo e chumbo. A passivação faz com que esses materiais funcionem como áreas catódicas. Entretanto, o íon cloreto e, em menor escala, o brometo e o iodeto destroem essa passivação ou impedem sua menor escala, o brometo e o iodeto destroem essa passivação ou impedem sua formação. Os íons cloretos penetram através de poros ou falhas, na rede cristalina da película passivadora, aumentando sua permeabilidade. Daí os ataques por meios corrosivos contendo cloretos a aços inoxidáveis e ligas de alumínio.
A destruição da passividade pelo íon cloreto não ocorre sobre toda a extensão da película, e sim em pontos, talvez determinados por pequenas variações na estrutura e na espessura da película. Formam-se então, pequenos pontos na espessura de metal ativo (anodos) circundados por grandes áreas de metal passivado (catodos), dando lugar a uma diferença de potencial entre essas áreas da ordem de 0,5 volt. A pilha resultante é que se costuma chamar de pilha ativa-passiva.
A destruição da passividade também pode ocorrer por meio de riscos na camada de óxido, assim como depósitos de materiais sobre a superfície passivada, tornando a região anódica (fig. 2)
 Observa-se experimentalmente que o zinco de alta pureza resiste mais à ação do ácido sulfúrico ou clorídrico diluído que o zinco comercial. Aparentemente, o ataque é feito uniformemente sobre toda superfície do desprendimento do hidrogênio gasoso ocorre somente em determinados pontos da superfície do zinco. As impurezas (ferro, carbono e cobre) normalmente presentes no zinco, funcionam com microcatodos, funcionando o zinco como o anodo. Isso pode ocorrer em ligas metálicas, por mais homogênea que possam parecer, apresentam na realidade, irregularidades que não são percebidas a olho nu. Uma pequena falha na estrutura cristalina da liga metálica interna ou externamente, pode provocar o aparecimento de uma área anódica, que em contato com o eletrólito pode provocar uma severa corrosão localizada. O eletrólito a que nos referimos pode ser o ar contaminado com os mais variados tipos de impurezas, pode ser também água de chuva, material de limpeza, solução de bateria, resíduo de removedores, etc... Quaisquer desses materiais, em contato com a chapa metálica, poderão provocar corrosão nas áreas anódicas da mesma, ou promover o aparecimento de áreas anódicas pelo ataque seletivo do revestimento protetor.
Observa-se experimentalmente que o zinco de alta pureza resiste mais à ação do ácido sulfúrico ou clorídrico diluído que o zinco comercial. Aparentemente, o ataque é feito uniformemente sobre toda superfície do desprendimento do hidrogênio gasoso ocorre somente em determinados pontos da superfície do zinco. As impurezas (ferro, carbono e cobre) normalmente presentes no zinco, funcionam com microcatodos, funcionando o zinco como o anodo. Isso pode ocorrer em ligas metálicas, por mais homogênea que possam parecer, apresentam na realidade, irregularidades que não são percebidas a olho nu. Uma pequena falha na estrutura cristalina da liga metálica interna ou externamente, pode provocar o aparecimento de uma área anódica, que em contato com o eletrólito pode provocar uma severa corrosão localizada. O eletrólito a que nos referimos pode ser o ar contaminado com os mais variados tipos de impurezas, pode ser também água de chuva, material de limpeza, solução de bateria, resíduo de removedores, etc... Quaisquer desses materiais, em contato com a chapa metálica, poderão provocar corrosão nas áreas anódicas da mesma, ou promover o aparecimento de áreas anódicas pelo ataque seletivo do revestimento protetor.
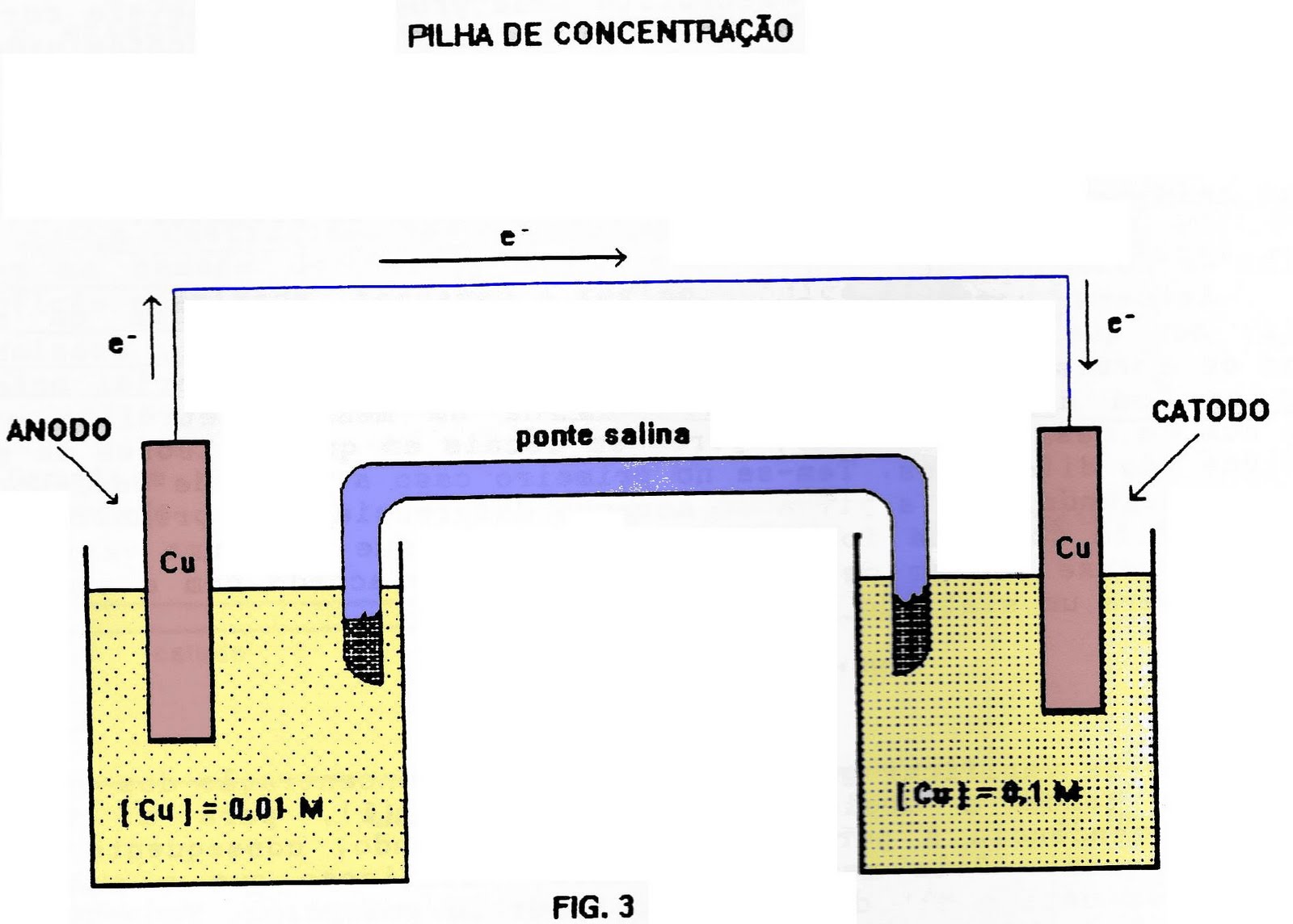
Existem casos em que se têm materiais metálicos de mesma natureza, mas que podem originar uma diferença de potencial, ocasionando processo de corrosão. Isto ocorre quando se tem um mesmo material metálico em contato com diferentes concentrações de um mesmo eletrólito ou em contato com um mesmo eletrólito, porém em locais em que os teores de gases dissolvidos são difeenes. Tem-se no primeiro caso a pilha de concentração iônica e no segundo caso a pilha de aeração diferencial. No primeiro, basta que o eletrólito contenha íons do metal usado e que haja uma variação de concentração desse íon em determinados pontos. De acordo com a equação de equilíbrio, para um eletrodo metálico:

Pode-se verificar que, diminuindo-se a concentração dos íons Mn+, o equilíbrio tende a deslocar-se no sentido (1), para a esquerda, aumentando a tendência à perda de elétrons elevando, consequentemente, o valor do potencial. Pelo mesmo raciocínio, verificasse que o aumento da concentração do cátion Mn+ diminuiria o valor do potencial. Pode-se fixar, então, a natureza elétrica dos eletrodos (fig. 3)
Anodo: aquele que estiver imerso na solução mais diluída.
Catodo: aquele que estiver imerso na solução mais concentrada.

Na fig. 4, temos uma ilustração de um caso típico de concentração iônica. Os íons de metal se concentram mais juntos aos rebites do que nas bordas da chapas, devido ao arraste dos mesmos pelo eletrólito, dando origem ao aparecimento de uma área anódica nas bordas da junta rebitada.

No segundo caso, a pilha é constituida de materiais metálicos da mesma natureza, em contato com um mesmo eletrólito de concentração uniforme, mas apresentando regiões com diferentes teores de gases dissolvidos. Como ocorre com mais frequência em regiões diferentemente aeradas, é conhecido com o nome de pilha de aeração diferencial ou de oxigenação diferencial. A diferença de concentração do oxigênio, presente no ar, origina uma diferença de potencial, funcionando o eletrodo mais no ar, origina uma diferença de potencial, funcionando o eletrodo mais aerado como catodo e o menos aerado como anodo.

São pilhas constituídas de um mesmo material metálico, ou outro condutor, imersos em eletrólitos da mesma composição inicial, porém os eletrodos estão em diferentes temperaturas.
Estas pilhas são chamadas termogalvânicas e são responsáveis pela corrosão termogalvânica.
Esse tipo costuma ocorrer quando se tem o material metálico emerso em eletrólito que apresenta áreas diferentemente aquecidas. Já que a elevação da temperatura aumenta a velocidade das reações eletroquímicas bem como a velocidade da difusão, pode-se então admitir que a elevação da temperatura torna mais rápido o processo corrosivo. Entretanto, outros fatos devem ser considerados para explicar os casos nos quais a velocidade do processo corrosivo diminui coma elevação da temperatura. Um deles é da influência que a elevação da temperatura ocasiona eliminando gases dissolvidos, como por exemplo, oxigênio, diminuindo a ação despolarizante desse gás e consequentemente o processo corrosivo. Outro fato a ser considerado é o da influência da elevação d temperatura sobre as películas protetoras formadas sobe os materiais metálicos. Se as propriedades com porosidade, volatilidade e plasticidade dessas películas variarem com temperatura pode-se atribuir a esse fato a variação da velocidade da corrosão.
É um tipo de corrosão, em que a corrente elétrica envolvida no processo é fornecida por uma fonte externa de corrente contínua. Esse tipo de corrosão ocorre frequentemente em estruturas que funcionam nas extremidades de vias férrea ou qualquer outra instalação de corrente contínua.
Em nossos equipamentos, tal tipo de corrosão nunca foi reportado, porém não podemos atestar essa impossibilidade tendo em vista a existência em nossos equipamentos de fonte de corrente contínua e é bem possível que alguns casos de corrosão tenham sido originados por fuga de corrente.
A corrosão pode se apresentar sob as mais variadas formas, das quais podemos destacar:

É uma corrosão na qual não há ataque preferencial. A superfície é atacada em toda sua extensão apresentando características que variam com a natureza do material e do tipo de contaminante. No alumínio, por exemplo, o aparecimento de uma descoloração da chapa. Após algum tempo, essa superfície passará a apresentar minúsculas rugosidades perceptíveis ao tato com destaque de um pó branco que é produto da corrosão. Essa forma de corrosão é frequentemente provocada pelo ataque direto de ácidos álcalis, material de limpeza não especificado, atmosfera industrial e marinha, gases de escapamento, óleo lubrificante, lama, etc....
A corrosão é dita localizada, quando ela se processa em partes preferenciais de uma chapa ou estrutura metálica, podendo se apresentar sob as seguintes formas:
Os ácidos, em geral, corroem quase todas as ligas usadas em equipamentos aeronáuticos. A velocidade e a gravidade do ataque dependerá da natureza do metal ou liga e de outros fatores, tais como: concentração, temperatura e tempo de exposição. O ácido que mais problemas tem causado aos nossos equipamento é o ácido sulfúrico usado na solução de bateria. Temos também os ácidos halogenados provenientes da decomposição dos materiais usados em extintores de incêndio quando não devidamente inspecionados. Podemos, ainda, citar os ácidos orgânicos provenientes dos detritos de alimentos e de outras fontes.
O ácido nítrico não ataca o alumínio, mas o mesmo não ocorre com contato com o magnésio que é violentamente atacado por esse ácido.
As bases não são tão severas quanto os ácidos, porém uma base em contato com o alumínio ou magnésio pode produzir um sério ataque corrosivo na ausência de inibidores convenientes.
Quanto aos sais, não podemos generalizar a sua ação corrosiva para todos os metais. Tudo dependerá da interação entre cada sal e cada liga metálica. O que podemos afirmar é que os sais, quando em solução, são bons eletrólitos, e assim sendo facilitam o processo corrosivo, podendo não tomar parte na reação química.
A corrosividade do ar atmosférico é avaliada em função dos seus costituintes e de sua contaminação que varia de acordo com o local. A corrosão resulta principalmente da ação direta do oxigênio auxiliado pela umidade. Isto ocorre principalmente em ligas ferrosas. Em atmosfera industrial, temos como principais contaminantes os SO2 e SO3, enquanto que solução saturada na água existente no ar. Essa água se condensa na superfície iniciando, assim, a corrosão.
Como podemos observar, os agentes corrosivos são inúmeros. A perfeita identificação dos agente apresenta a vantagem de escolhermos com segurança o tratamento e proteção corretos para o problema em questão. "De nada adianta proteger um material, sem saber contra o que estamos protegendo".
As causas da corrosão também estão associadas aos processos de tratamento térmico, tratamento superficial ou manutenção deficiente (Ex.: a não lavagem de compressores após voo sobre o mar, a não neutralização de gabinetes de baterias ácidas ou alcalinas) etc.
A corrosão pode ser removida por processos químicos, mecânicos ou por associação destes, dependendo da forma ou tipo de corrosão, da natureza do metal, de suas dimensões e da localização da parte afetada.

São exemplos:
ação álcalis sobre o alumínio e suas ligas e ácido sulfurico sobre o ferro e suas ligas.
2 - Corrosão eletroquímica:
Os elétrons são liberados num local (anodo), conduzidos através de um condutor e incorporados em outro local (catodo), devido a diferença de potencial entre os dois locais. Quanto mais distanciados estiver um metal do outro na série galvânica (tab. 1) maior será a intensidade da corrosão, se ambos foram colocados na presença de um eletrólito comum. O metal de maior potencial de oxidação (anodo) será corroído.
São exemplos:
Corrosão galvânica (metais dissimilares), corrosão por separação diferencial, etc...
TABELA 1
Extremidade anódica (maior susceptibilidade de corrosão) .
Grupo 1 --- Magnésio - Ligas de magnésio .
Grupo 2 --- Zinco - Clad 7075 - Clad 6061 .
Grupo 3 --- 5052 - Clad 2024 .
Grupo 4 --- 6061-T6 - 7075-T6 - 7178 .
Grupo 5 --- Cádmio .
Grupo 6 --- 2017-T4 - 2024-T3 - 2024-T4 - 2014-T6 .
Grupo 7 --- Ferro e aço - Ferro fundido - Cromo .
Grupo 8 --- Aço inox 18-8 .
Grupo 9 --- Chumbo - Estanho - Níquel .
Grupo 10 -- Latão - Cobre - Bronze - Titânio - Monel .
Grupo 11 -- Prata - Ouro - Platina
Extremidade catódica (menor susceptibilidade de corrosão)
Descrição:
Para que um material metálico em certo meio sofra corrosão é preciso que:
/\G = -nFE --- A velocidade de transformação do metal no produto da corrosão seja alta.
O desfavorecimento do e qualquer uma dessas condições, ou de ambas, causará uma diminuição da corrosão.
Esse constitui o objetivo básico dos métodos de proteção contra a corrosão. Há métodos que visam sobretudo a redução do fator cinético. A proteção catódica visa atender ou eliminar a condição termodinâmica que é, como já foi dito, a condição necessária sem a qual não há corrosão. É de fato, a proteção catódica o único método capaz de reduzir a zero a corrosão.
Há outro métodos que visam sobretudo tornar desfavorável a condição cinética. Os processo de proteção, por recobrimento com películas não metálicas, visam diminuir a velocidade da corrosão pela interposição de uma barreira entre o meio e material metálico.
Do ponto de vista termodinâmico, a corrosão de um material metálico pode ser representada da seguinte forma:
MINÉRIO + ENERGIA <-- metalurgia / corrosão --> METAL + MEIO
A corrosão de um determinado metal é sempre função do meio.
Pela equação acima podemos observar que para obtenção de um metal, temos que fornecer energia ao minério. Dessa forma, o metal apresenta um conteúdo energético superior ao minério que lhe deu origem. Como na natureza as espécies químicas tendem a liberar energia para adquirir maior estabilidade, podemos concluir que o processo de corrosão do metal é espontâneo, pois há liberação de energia.
Os processos de corrosão são reações químicas que se passam, geralmente, na superfície do metal e obedecem leis químicas bem definidas.
A equação fundamental da corrosão é:
METAL -------> CÁTION + ELÉTRON(S)
O metal perde elétrons, perdendo, portanto, carga elétrica negativa, transformando-se num íon (cátion) que em relação com o meio formará o produto da corrosão.
FORMAÇÃO DA PILHA DE CORROSÃO - MECANISMO

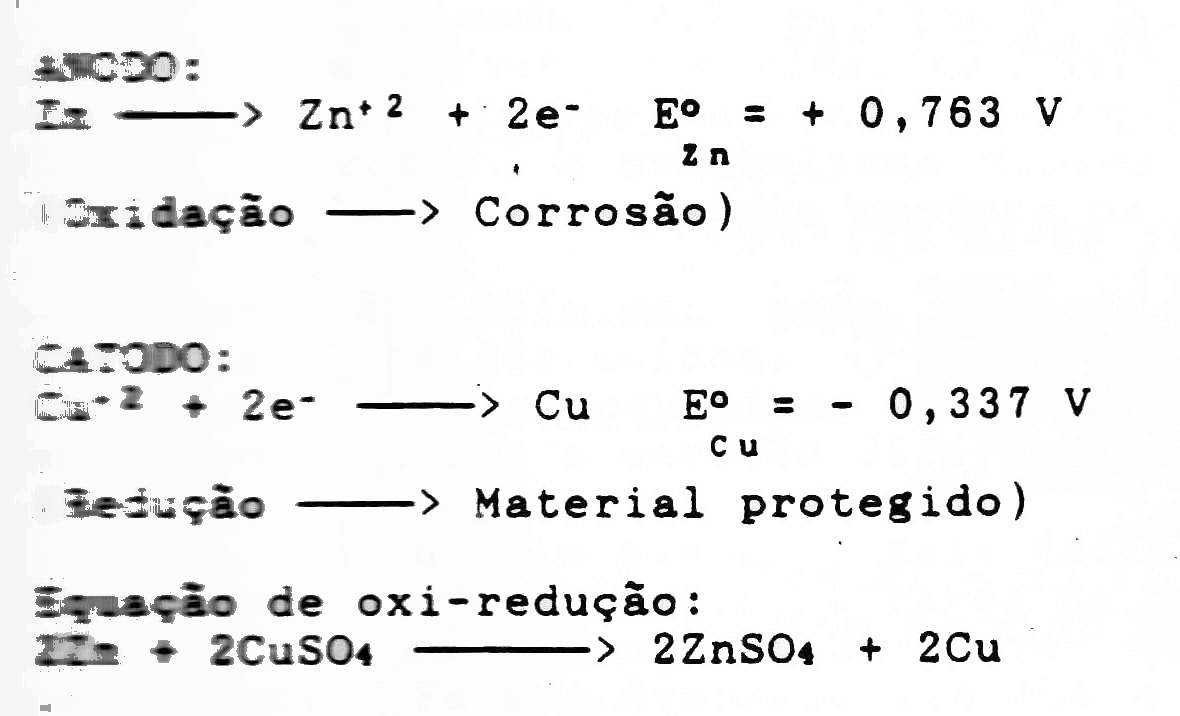
No anodo, onde ocorre a corrosão, átomos dometal perdem um ou mais elétrons (oxidação) e entram na solução sob a forma de cátions. As cargas negtivas correspondents, os elétrons, caminham do anodo, através do condutor metálico, para o catodo (metal protegido). Daí, poderemos concluir que para a formação de uma pilha de corrosão ou galvânica são necessários os seguintes elementos: ANODO, CATODO, CONDUTOR METÁLICO E ELTRÓLITO.
Através de experiências com diversas soluções (meios) existentes, elaboram-se as chamadas escalas de nobrza, onde se pode saber se um metal do mar tem-se a "tabela 2". Por essa tabela pode-se compreender porque os navios utilizam peças de zinco para proteger seus cascos (proteção catódica por anodo de sacrificio) que são de ferro e porque algumas ligas de alumínio recebem o Alclad (camada de alumínio)
 Tipos e formas de corrosão:
Tipos e formas de corrosão:O tipo e a forma de uma corrosão fornece, geralmente, a causa que lhe deu origem. Em equipamentos aeronáuticos em geral, não se verifica apenas a ocorrência de um único tipo ou forma, o que torna mais dificil a tomada de medidas corretivas.
1 - Tipos de corrosão:
Corrosão quanto ao tipo pode ser dividida, didaticamente, como o quadro abaixo:
 a - Corrosão Microbiológica:
a - Corrosão Microbiológica:Para que este tipo de corrosão ocorra se faz necessário a presença dos seguintes elementos no tanque de combustível de aeronaves: esporos ou microorganismos , combustível e água.
É causada pela atividade metabólica de vários microorganismos (fungos e bactérias) que vivem na interface água-combustível, alimentando-se de hidrocarbonetosmanganês, selantes dos tanques e outras impurezas. O metabolismo destes microorganismos forma no fundo do tanque uma camada lodosa que provoca os seguintes processos de corrosão:
- a.1 - Corrosão química: pois muitos dos produtos do metabolismo dos microorganismos são ácidos.
- a.2 - Corrosão eletroquímica: pois a camada lodosa formada no fundo do tanque possibilita a aeração diferencial.
A água é o elemento mais fácil de ser eliminado para prevenção do crescimento microbiológico, através de drenagens diárias antes de iniciar o primeiro voo do dia ou em aeronaves que permaneçam no solo por mais de quatro horas. Faça a drenagem até que a amostra do tanque esteja isenta de água. Existem Kit's para detecção de água assim como detecção de microorganismos (Boron Test Kit).
b - Corrosão Galvânica:
É aquela em que a corrosão é provocada com a participação de uma corrente elétrica gerada internamente pela formação de uma pilha com os próprios constituintes do sistema.
Dos tipos de pilhas que podem provocar a corrosão galvânica citaremos a s mais importantes:
- b.1 - Pilhas de eletrodos diferentes (Metais Dissimilares)
Em nossos equipamentos são comuns e inevitáveis as ocorrências de tais junções metálicas, as quais são impostas por fatores diversos, tais como preço, peso, resistência estrutural, etc...
Na construção de um avião, a prevenção contra a corrosão embora seja levada em consideração, não constitui a parte mais importante do projeto. Seria impossível, impraticável e anti-econômico, construir um avião de um único material, visando unicamente, evitar os problemas de corrosão por metais dissimilares. Então diante dessa impossibilidade compete aos responsáveis pela manutenção e conservação das inevitáveis junções de materiais dissimilares, e em caso de início de corrosão estabelecer o exato processo corretivo, que poderá consistir de uma simples remoção e tratamento ou de substituição da(s) partes(s) afetada(s).
Nos casos de substituição das partes atacadas, ou em caso de reparo das mesmas, é solicitada a intervenção de delineador cujo trabalho, além das consultas as publicações técnicas consiste também na avaliação do grau de proteção contra a corrosão das partes que ficarão em contato em presença de um determinado meio corrosivo.
As tabelas como a contida na Tabela 1, série galvânica das ligas e metais, fornecem ao delineador informações valiosas para a escolha dos materiais comumente usados nos trabalhos de fabricação de peças, substituições e reparos estruturais. As tabelas permitem uma avaliação do maior, somos forçados a lançar mão de junções dos referidos materiais dissimilares.
Quanto mais distantes estiverem os dois materiais na série galvânica, maior a susceptibilidade de ataque corrosivo.
O exposto acima, confirma que ao escolhermos um material para fazer um reparo, de modo que não se possa evitar a dissimilação, devemos orientar a nossa seleção de modo que os metais que estarão em contato, estejam bem próximos na tabela, isto é, o n° 1 com o n° 2, o n° 20 com o n° 21, e assim por diante.
Na prática, nem sempre isso é possível, então lançaremos mão de determinados artifícios para atenuar a ação da pilha formada quando somos obrigados a usar, por exemplo, ligas de magnésio em contato com alumínio 2024-T4. Um outro exemplo típico, é o contato inevitável do parafuso de aço com a chapa de alumínio da maioria das fixações. Não podemos substituir a chapa de alumínio por aço e nem o parafuso de aço por alumínio. Se verificarmos na tabela 1 ou na série galvânica das ligas e matais, nestas condições, se nenhuma prevenção for utilizada, teremos, totalmente, um sério problema de corrosão com ataque serio ao alumínio, embora possa parecer que o aço esteja sendo atacado preferenciamente.
No caso do parafuso de aço usado como fixação de uma chapa de alumínio, recomenda-se um banho de cádmio no parafuso, para com isto, diminuirmos a distância entre os materiais na tabela de nobreza, diminuindo consequentemente o potencial da pilha formada.
É evidente que o cádmio, embora lentamente, será atacado. Porém, é muito mais fácil dar um novo banho de cádmio no parafuso durante uma revisão do que trocar uma chapa inutilizada pela corrosão. O banho de cádmio, além de diminuir a distância entre os dois materiais na tabela, ainda promove uma proteção catódica à cabeça do parafuso exposta ao meio ambiente.
Se o delineador desejar mais proteção para o caso em questão poderá recomendar a pintura da chapa, após a fixação, para evitar o contato do eletrólito com os metais dissimilares.
Um exemplo típico deste tipo de corrosão, é o que ocorre frequentemente no compartimento de carga da aeronave militar "Hércules" na pilha de corrosão formada pela argola de amarração (aço inoxidável) e o piso (liga de alumínio 7178), tendo como eletrólito os respingos líquidos do mictório, resto de alimentos e umidade.
A natureza dos materiais dissimilares em contato, geralmente é imposta pela resistência mecânica exigida pelo sistema, restando apenas ao delineador um só requisito que é o tratamento superficial, para com ele promover a resistência do sistema à corrosão. Evidentemente, nem sempre isso ocorrerá, em outros casos no delineamento poderão ocorrer as modificações de outros itens básicos.
- b.2 Pilha Ativa-Passiva:
A destruição da passividade pelo íon cloreto não ocorre sobre toda a extensão da película, e sim em pontos, talvez determinados por pequenas variações na estrutura e na espessura da película. Formam-se então, pequenos pontos na espessura de metal ativo (anodos) circundados por grandes áreas de metal passivado (catodos), dando lugar a uma diferença de potencial entre essas áreas da ordem de 0,5 volt. A pilha resultante é que se costuma chamar de pilha ativa-passiva.
A destruição da passividade também pode ocorrer por meio de riscos na camada de óxido, assim como depósitos de materiais sobre a superfície passivada, tornando a região anódica (fig. 2)

- b.3 Pilha de ação local:
c - Pilha de Concentração:
Existem casos em que se têm materiais metálicos de mesma natureza, mas que podem originar uma diferença de potencial, ocasionando processo de corrosão. Isto ocorre quando se tem um mesmo material metálico em contato com diferentes concentrações de um mesmo eletrólito ou em contato com um mesmo eletrólito, porém em locais em que os teores de gases dissolvidos são difeenes. Tem-se no primeiro caso a pilha de concentração iônica e no segundo caso a pilha de aeração diferencial. No primeiro, basta que o eletrólito contenha íons do metal usado e que haja uma variação de concentração desse íon em determinados pontos. De acordo com a equação de equilíbrio, para um eletrodo metálico:

Pode-se verificar que, diminuindo-se a concentração dos íons Mn+, o equilíbrio tende a deslocar-se no sentido (1), para a esquerda, aumentando a tendência à perda de elétrons elevando, consequentemente, o valor do potencial. Pelo mesmo raciocínio, verificasse que o aumento da concentração do cátion Mn+ diminuiria o valor do potencial. Pode-se fixar, então, a natureza elétrica dos eletrodos (fig. 3)
Anodo: aquele que estiver imerso na solução mais diluída.
Catodo: aquele que estiver imerso na solução mais concentrada.
Na fig. 4, temos uma ilustração de um caso típico de concentração iônica. Os íons de metal se concentram mais juntos aos rebites do que nas bordas da chapas, devido ao arraste dos mesmos pelo eletrólito, dando origem ao aparecimento de uma área anódica nas bordas da junta rebitada.

No segundo caso, a pilha é constituida de materiais metálicos da mesma natureza, em contato com um mesmo eletrólito de concentração uniforme, mas apresentando regiões com diferentes teores de gases dissolvidos. Como ocorre com mais frequência em regiões diferentemente aeradas, é conhecido com o nome de pilha de aeração diferencial ou de oxigenação diferencial. A diferença de concentração do oxigênio, presente no ar, origina uma diferença de potencial, funcionando o eletrodo mais no ar, origina uma diferença de potencial, funcionando o eletrodo mais aerado como catodo e o menos aerado como anodo.

d - Pilha de Temperaturas Diferentes:
São pilhas constituídas de um mesmo material metálico, ou outro condutor, imersos em eletrólitos da mesma composição inicial, porém os eletrodos estão em diferentes temperaturas.
Estas pilhas são chamadas termogalvânicas e são responsáveis pela corrosão termogalvânica.
Esse tipo costuma ocorrer quando se tem o material metálico emerso em eletrólito que apresenta áreas diferentemente aquecidas. Já que a elevação da temperatura aumenta a velocidade das reações eletroquímicas bem como a velocidade da difusão, pode-se então admitir que a elevação da temperatura torna mais rápido o processo corrosivo. Entretanto, outros fatos devem ser considerados para explicar os casos nos quais a velocidade do processo corrosivo diminui coma elevação da temperatura. Um deles é da influência que a elevação da temperatura ocasiona eliminando gases dissolvidos, como por exemplo, oxigênio, diminuindo a ação despolarizante desse gás e consequentemente o processo corrosivo. Outro fato a ser considerado é o da influência da elevação d temperatura sobre as películas protetoras formadas sobe os materiais metálicos. Se as propriedades com porosidade, volatilidade e plasticidade dessas películas variarem com temperatura pode-se atribuir a esse fato a variação da velocidade da corrosão.
e - Corrosão Eletrolítica:
É um tipo de corrosão, em que a corrente elétrica envolvida no processo é fornecida por uma fonte externa de corrente contínua. Esse tipo de corrosão ocorre frequentemente em estruturas que funcionam nas extremidades de vias férrea ou qualquer outra instalação de corrente contínua.
Em nossos equipamentos, tal tipo de corrosão nunca foi reportado, porém não podemos atestar essa impossibilidade tendo em vista a existência em nossos equipamentos de fonte de corrente contínua e é bem possível que alguns casos de corrosão tenham sido originados por fuga de corrente.
2 - Formas de corrosão
A corrosão pode se apresentar sob as mais variadas formas, das quais podemos destacar:

a - Corrosão Uniforme ou Generalizada:
É uma corrosão na qual não há ataque preferencial. A superfície é atacada em toda sua extensão apresentando características que variam com a natureza do material e do tipo de contaminante. No alumínio, por exemplo, o aparecimento de uma descoloração da chapa. Após algum tempo, essa superfície passará a apresentar minúsculas rugosidades perceptíveis ao tato com destaque de um pó branco que é produto da corrosão. Essa forma de corrosão é frequentemente provocada pelo ataque direto de ácidos álcalis, material de limpeza não especificado, atmosfera industrial e marinha, gases de escapamento, óleo lubrificante, lama, etc....
b - Corrosão Localizada:
A corrosão é dita localizada, quando ela se processa em partes preferenciais de uma chapa ou estrutura metálica, podendo se apresentar sob as seguintes formas:
- Corrosão em placas
- Corrosão por pites
- Corrosão alveolar
- Corrosão intergranular
- Corrosão transgranular
- Corrosão por desfolhamento
b.1 - Corrosão em placas:
A corrosão se localiza em regiões da superfície metálica e não em toda extensão, formando placas com escavações.
b.2 - Corrosão por pite:
É uma forma de corrosão muito frequente em quase toda as ligas e especialmente em ligas de alumínio e magnésio. A presença desta forma de corrosão é evidenciada pelo aparecimento de um pó branco ou cinza na superfície do alumínio. Ao removermos este pó, notamos pequenas cavidades na superfície do material. A essas cavidades damos o nome de pitting, e é caracterizada pela profundidade ser sempre maior que o diâmetro da base, como observado na fig. 6. Pelo fato de ser localizada, esta forma de corrosão é extremamente prejudicial.
Verificamos também a presença de pites em ligas de aço inoxidável, sendo os principais responsáveis os íons cloretos, brometos e iodetos presentes nos diversos meios corrosivos.
b.3 - Corrosão Alveolar:
Essa forma de corrosão é semelhante à anterior, diferindo apenas nas dimensões e formas das cavidades. O pitting tem a forma aproximadamente cônica, enquanto que o álveolo é menos profundo e mais arredondado como mostra a fig. 6. Podemos notar que o diâmetro da cavidade é maior que profundidade.
b.4 - Corrosão intergranular:
É uma forma de corrosão que só é detectada no início do seu processamento por intermédio de raio X ou teste ultrasônico, pois a mesma se processa entre os grãos da estrutura cristalina do material, sendo somente percebida por inspeção visual após um determinado estágio de seu desenvolvimento. É uma forma extremamente prejudicial porque diminui consideravelmente a resistência do material, por provocar tensões na estrutura.
b.5 - Corrosão transgranular (intragranular)
É uma forma de corrosão muito semelhante a anterior. Porém, o ataque se processa nos próprios grãos da estrutura cristalina, conforme mostrado na fig. 6
b.6 - Corrosão por desfolhamento (esfoliação)
É uma decorrência dos dois casos anteriores. O produto da corrosão intergranular e transgranular, por necessitar de espaço para o seu desenvolvimento e expansão, exerce pressões sobre as camadas granulares mais externas provocando o deslocamento das mesmas, razão pela qual, notamos um empolamento na superfície e posteriormente um desfolhamento.
Uma das principais causas da ocorrência das três últimas formas de corrosão é o tratamento térmico indevido. Um tratamento térmico correto do material é um fator vital no estabelecimento de uma resistência à corrosão.
Essa forma de corrosão tem sido observada em ligas de alumínio das séries 2.000 (Al, Cu e Mg), 5.000 (Al e Mg) e 7.000 (Al, Zn, Cu e Mg).
Medidas de combate:
O combate à corrosão em aeronaves é comprovadamente uma tarefa árdua, difícil e laboriosa.
Um fato conhecido é a dificuldade que se encontra par provocar, em laboratório, uma corrosão idêntica a que se processou em determinada parte do avião. Esta dificuldade persiste ainda que se use os mesmos materiais, em presença de meios mais agressivos que os supostos responsáveis pela corrosão em estudo.
O exposto se explica pelo fato de ser o avião um equipamento móvel, rápido e consequentemente, pode estar em contato com os mais variados meios corrosivos, submetido as mais variadas condições de temperatura, pressão e outras variáveis dos processos de corrosão, em menos de 24 horas.
A composição dos gases de escapamento, responsáveis por uma parcela dos problemas de corrosão sofre variações durante os vários estágios do desenvolvimento da potência dos motores. O teor de óxido de nitrogênio e partículas de carbono tende a aumentar, enquanto os teores de monóxido de carbono e hidrocarbonetos não queimados diminuem, se a potência aumenta e vice-versa.
Outros constituintes como: vapor d'água, óxido de enxofre, dióxido de carbono, aldeídos e hidrocarbonetos resultantes do craqueamento, são passíveis de variação de suas quantidades durante os cheques de solo, voo e aterragem.
Em uma altitude de 20.000 pés (aproximadamente 6.000 metros) a temperatura do ar atmosférico é aproximadamente -5 °C, nas regiões tropicais. A medida que o avião desce, a umidade atmosférica aumenta.
Esse ar úmido entra em contato com o avião, cuja temperatura está bem abaixo da sua e prontamente se condensa nas superfícies mais frias.
Em cada região onde aterra o avião, a água de condensação apresenta composição diferente; no litoral essa água contém vários sais em solução, tornando mais grave o problema.
Tudo isso associado às diversas solicitações mecânicas sofridas pelas chapas, rebites, longarinas, etc..., tornam difícil a formação e manutenção das películas de proteção superficial das ligas metálicas que compõem um avião.
Assim a corrosão prossegue lenta e traiçoeiramente, protegida pela dificuldade de sua localização.
Dessa forma, apresentamos uma sequência lógica de medidas de combate a corrosão:
Em cada região onde aterra o avião, a água de condensação apresenta composição diferente; no litoral essa água contém vários sais em solução, tornando mais grave o problema.
Tudo isso associado às diversas solicitações mecânicas sofridas pelas chapas, rebites, longarinas, etc..., tornam difícil a formação e manutenção das películas de proteção superficial das ligas metálicas que compõem um avião.
Assim a corrosão prossegue lenta e traiçoeiramente, protegida pela dificuldade de sua localização.
Dessa forma, apresentamos uma sequência lógica de medidas de combate a corrosão:
- Identificação do material atacado;
- Identificação dos materiais envolvidos no processo;
- Classificação do tipo e forma;
- Causas da corrosão;
- Remoção da corrosão;
- Comparação com limites de remoção de metais previstos em ordem técnica;
- Tratamento
- Registro do problema; e
- Observação periódica.
O perfeito conhecimento do metal em uso ou a ser usado em um projeto aeronáutico é importantíssimo, sendo considerado sob os mais variados aspectos: beleza, economia, dureza, condutividade, resistência mecânica dentre outros.
Os metais são, algumas vezes, de fácil identificação, como aço que pode se identificado por um imã.
2. Identificação dos metais envolvidos no processo
A identificação do material atacado pode não ser suficiente para uma boa análise do problema. É necessário também a identificação dos materiais adjacentes à área corroída. Um outro metal ou liga em contato com o atacado pode ter sido o causador da corrosão, se estiver funcionando como cátodo, e isto poderá nos conduzir a uma medida corretiva completamente diferente daquela que seria tomada se isso não fosse verificado.
A presença de um parafuso que tenha perdido seu banho de cádmio e em contato com alumínio, pode dar ao leigo uma impressão errônea de que o parafuso é que esteja sofrendo o maior ataque corrosivo, surgindo imediatamente a infeliz medida, que consiste, frequentemente, em lixar a cabeça do parafuso, arranhando a chapa e tirando, em consequência, sua camada protetora e em seguida aplicando o tradicional "primer". Outra medida infeliz, verificada constantemente, é a aplicação de um produto químico na cabeça do parafuso para remover a corrosão. Esse produto fica retido entre a cabeça do parafuso e a chapa, um ambiente propício à corrosão galvânica (eletrodos diferentes) que lentamente provoca a destruição da chapa. Tudo isto pode ser eliminado com um simples banho de cádmio ou outras medidas corretas requeridas pela perfeita identificação dos materiais envolvidos no processo corrosivo.
3. Classificação do tipo e forma
Com esse processo didático consegue-se visualizar e distinguir entre mecanismo microscópico (tipo) e visual (forma). Isso será útil par se providenciar um método de diminuição de velocidade e até, em alguns casos, o bloqueio do processo.4. Causas da corrosão
Em todo tipo ou forma de corrosão, está sempre presente um elemento que determina o grau de severidade do ataque a esse elemento, comumente, damos o nome de "agente corrosivo". O agente corrosivo é toda e qualquer substância capaz de reagir direta ou indiretamente com o metal ou liga metálica produzindo a corrosão química ou eletroquímica. Os agentes corrosivos mais comuns são os ácidos, bases, sais, ar atmosférico, água e microorganismos.Os ácidos, em geral, corroem quase todas as ligas usadas em equipamentos aeronáuticos. A velocidade e a gravidade do ataque dependerá da natureza do metal ou liga e de outros fatores, tais como: concentração, temperatura e tempo de exposição. O ácido que mais problemas tem causado aos nossos equipamento é o ácido sulfúrico usado na solução de bateria. Temos também os ácidos halogenados provenientes da decomposição dos materiais usados em extintores de incêndio quando não devidamente inspecionados. Podemos, ainda, citar os ácidos orgânicos provenientes dos detritos de alimentos e de outras fontes.
O ácido nítrico não ataca o alumínio, mas o mesmo não ocorre com contato com o magnésio que é violentamente atacado por esse ácido.
As bases não são tão severas quanto os ácidos, porém uma base em contato com o alumínio ou magnésio pode produzir um sério ataque corrosivo na ausência de inibidores convenientes.
Quanto aos sais, não podemos generalizar a sua ação corrosiva para todos os metais. Tudo dependerá da interação entre cada sal e cada liga metálica. O que podemos afirmar é que os sais, quando em solução, são bons eletrólitos, e assim sendo facilitam o processo corrosivo, podendo não tomar parte na reação química.
A corrosividade do ar atmosférico é avaliada em função dos seus costituintes e de sua contaminação que varia de acordo com o local. A corrosão resulta principalmente da ação direta do oxigênio auxiliado pela umidade. Isto ocorre principalmente em ligas ferrosas. Em atmosfera industrial, temos como principais contaminantes os SO2 e SO3, enquanto que solução saturada na água existente no ar. Essa água se condensa na superfície iniciando, assim, a corrosão.
Como podemos observar, os agentes corrosivos são inúmeros. A perfeita identificação dos agente apresenta a vantagem de escolhermos com segurança o tratamento e proteção corretos para o problema em questão. "De nada adianta proteger um material, sem saber contra o que estamos protegendo".
As causas da corrosão também estão associadas aos processos de tratamento térmico, tratamento superficial ou manutenção deficiente (Ex.: a não lavagem de compressores após voo sobre o mar, a não neutralização de gabinetes de baterias ácidas ou alcalinas) etc.
5. Remoção da corrosão
Embora possa parecer muito elementar, envolve um estudo cuidadoso dos processo a serem usados e requer a utilização de mão-de-obra especializada e organização de equipes treinadas, destinadas para este fim e de assistência técnica permanente.A corrosão pode ser removida por processos químicos, mecânicos ou por associação destes, dependendo da forma ou tipo de corrosão, da natureza do metal, de suas dimensões e da localização da parte afetada.
- remoção mecânica: é utilizada em peças que:
- não sofram deformações cíclicas ou permanentes submetidas a solicitações mecânicas por ação abrasiva;
- não sejam de pequenas dimensões;
- não sejam de dimensionamento rigoroso;
- tenham sido vitimadas por corrosão por pitting,alveolar, desfolhamento ou corrosão uniforme em grandes áreas;
Os principais tipos de remoção mecânica:
--- lixamento manual ou com auxílio de máquinas pneumáticas;
--- jateamento seco ou úmido;
--- raspagem com espátula;
--- escovamento com escovas especiais;
--- polimento mecânico; e
--- esmerilhamento.
6. Tratamento
O tratamento da área após a remoção mecânica ou química, é a parte que envolve a transformação da superfície metálica em uma camada não metálica mais estável do ponto de vista energético que propicia proteção em condições favoráveis à aderência do posterior acabamento orgânico. Para cada liga, existe um tratamento específico. Nos limitamos nesta apostila em tratamento das principais ligas usadas em equipamento aeronáutico.
Para fins didáticos os tratamentos de superfície são subdivididos conforme o esquema abaixo:





